在鋼筋機械連接施工中,冷擠壓鋼筋套筒是保障結構安全的關鍵連接部件。工程監理必須將冷擠壓鋼筋套筒的進場驗收作為質量控制重點,尤其是現場抽樣送檢環節。只有嚴格遵循規范流程,才能確保冷擠壓鋼筋套筒的力學性能與連接質量滿足設計要求,從源頭消除質量隱患。

一、進場核對與資料查驗
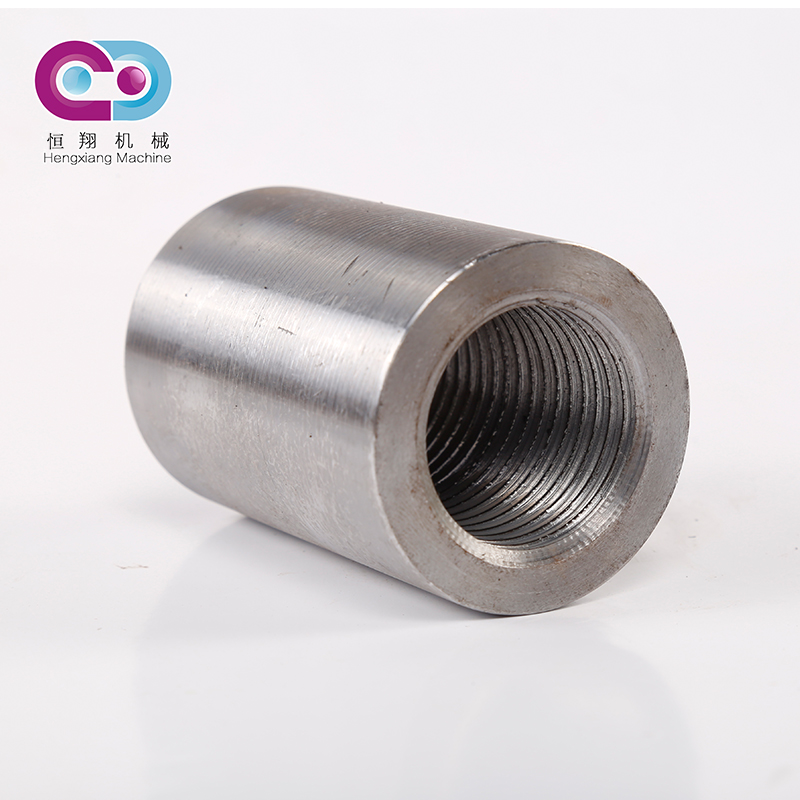
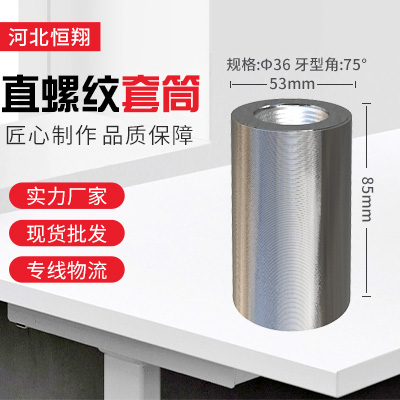
監理工程師應首先核對冷擠壓鋼筋套筒的質量證明文件,包括出廠合格證、型式檢驗報告等。同時檢查套筒外觀,確認無裂紋、銹蝕、壓痕不均等缺陷。只有當該批次鋼筋套筒的規格、型號與設計圖紙完全一致后,方可進入抽樣環節。
二、現場抽樣規范
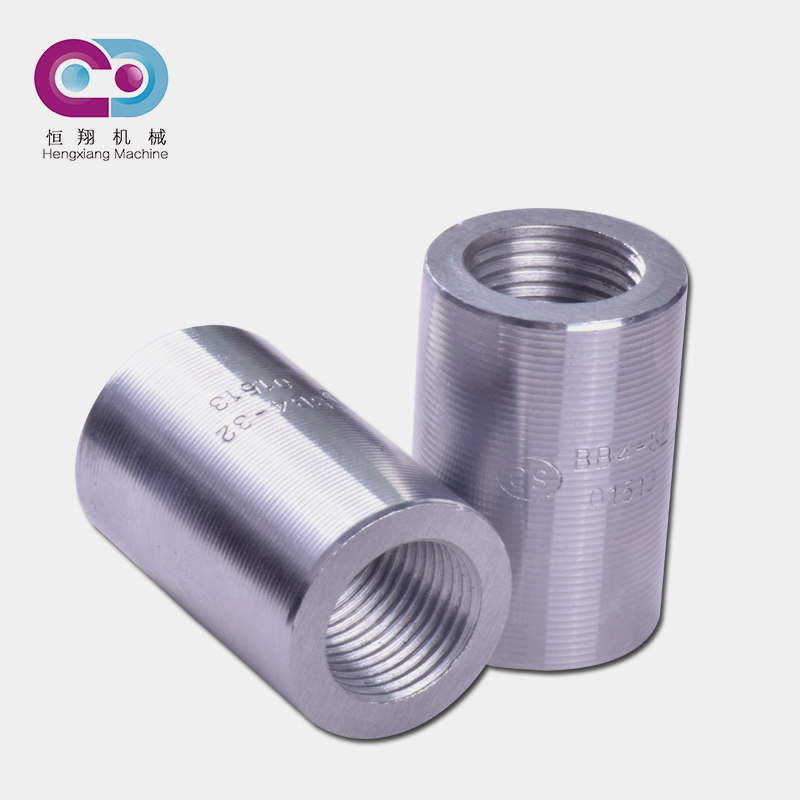
依據《鋼筋機械連接技術規程》要求,同一施工條件、同一批材料、同規格同型號的套筒,每批應抽取5%且不少于10個作為試件。監理必須全程見證取樣,采取隨機抽取方式,確保樣品能夠真實反映整批鋼筋連接套筒的質量水平。抽樣時需詳細記錄生產批號、爐號等信息,以便后續追溯。
三、封樣與送檢流程
樣品抽取后,由監理監督封樣,標注工程名稱、規格、冷擠壓鋼筋套筒的生產廠家、取樣日期等關鍵信息。填寫委托單時,務必明確注明鋼筋套筒的型號及冷擠壓工藝類型。樣品應送至具備相應資質的第三方檢測機構,檢測項目主要包括抗拉強度、殘余變形量等力學性能指標。
四、檢測結果處理
檢測合格的冷擠壓鋼筋套筒方可允許用于工程;若檢測不合格,應進行雙倍復檢。復檢仍不合格的,該批次產品必須全數退回。監理需將檢測報告歸檔保存,作為質量驗收的重要依據。全過程跟蹤冷擠壓鋼筋套筒的檢測結果,有助于及時發現并處置質量風險。
參考的行業標準
JGJ 107-2016《鋼筋機械連接技術規程》
GB/T 1499.2-2018《鋼筋混凝土用鋼 第2部分:熱軋帶肋鋼筋》
JG/T 163-2013《鋼筋機械連接用套筒》
GB 50204-2015《混凝土結構工程施工質量驗收規范》